聯系人:尉先生
聯系電話:13506697935
座機號:0574-82813266
傳真:0574-82813265
郵箱:unionpower1@163.com
網址:www.muradin.cn
地址:浙江省寧波市海曙區通途西路6006號
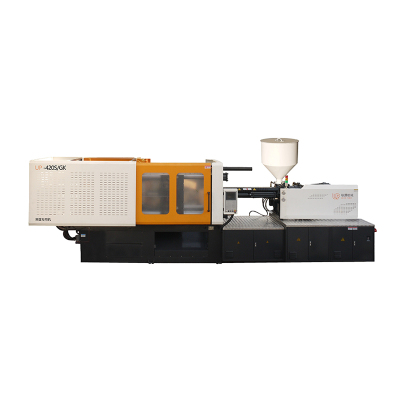
熱固注塑機材料注塑便是使物料進到熱固性模具的操作中,使絲桿旋轉和用液壓把絲桿高速引向前,把熱固性材料壓進模具中。這類迅速流動要求在10秒之內的時間里填滿模腔,壓力需達到190MPa上下。材料的高速流動會產生更多的摩察熱,從而加速化學變化。模腔一旦被填滿,注入壓力就把降至保壓壓力30—70MPa。這類保壓壓力維持在物料上約8秒,隨后泄壓,然后開始下一個周期熔融階段。
這類熱固性材料被維持在熱固性模具中,熱固性商品直至發硬,然后打開鎖模設備,頂出商品。商品剛頂出時可以是輕微未干固和有點綿軟,在取出后2分鐘或3分鐘內運用制品內部保存熱量完成干固。熱固注塑機制造時根據產品的厚度和原材料的類型,熱固性產品的整個生產時間為30-180秒。
知識拓展:
鍛造注塑成型又稱注射模塑成型,它是一種注入兼模塑的成型方式。注塑成型方法的優點是生產速度快、效率高、操作自動化、色彩品種多、形狀簡單復雜、規格大小,產品規格準確,產品容易升級,形狀復雜,注塑成型適合大量生產和復雜產品成型加工行業。
在一定溫度下,通過絲桿拌和徹底熔化的塑膠材料,用髙壓射進模腔,經冷卻干固后,獲得成型品的方式。該方法適用于批量生產形狀復雜的零件,是重要的加工方法之一。
以上工藝反復開展,就能批量規律性生產出樹脂熱固注塑機制品。熱固性塑料和橡膠的成型也包含相同的工藝,但氣缸溫度低于熱固性塑料,但注入壓力高,模具加熱,材料注入需要在模具中干燥或硫化,然后趁熱脫膜。
目前,生產技術正朝著高新技術的方向發展。這些技術包括:微注塑、高填充復合注塑、水輔助注塑、混合應用各種特殊注塑工藝、泡沫注塑、模具技術、仿真等。

0574-82813266
聯系人:尉先生
聯系電話:13506697935
座機號:0574-82813266
傳真:0574-82813265
郵箱:unionpower1@163.com
地址:浙江省寧波市海曙區通途西路6006號